Сравнения0
Нет товаров в сравнениях
Избранное0
Нет товаров в избранном
Корзина0
Нет товаров в корзине
пон-пятн с 8:00 до 17:00







Продаем и принимаем на реализацию
установки бывшие в эксплуатации
При всем многообразии полимерных покрытий, полимочевина занимает в их ряду особое место благодаря следующим уникальным особенностям:
Разумеется, нет и не может быть идеального материала, превосходящего все прочие по всем показателям. Но для полимочевины список ограничений, сдерживающих ее широкое распространение, сравнительно короток. К ним относятся:
К сожалению, с первых дней продвижения на рынок имиджу новой технологии наносила серьезный вред переоценка ее возможностей, во многом действительно незаурядных и отмеченных выше. Этому в немалой степени поспособствовали эффектные, но не имеющие никакого практического значения рекламные ролики некоторых зарубежных фирм, демонстрирующие, например, напыление полимочевины прямо на лед и воду, но никогда не показывающие трудоемкую и кропотливую работу по подготовке изолируемых поверхностей на реальных объектах, почти всегда предшествующую нанесению финишного полимочевинного покрытия. В результате многие новички, идя на поводу иллюзии кажущейся простоты процесса и стремясь свести к минимуму черновую подготовительную работу, испытывают на первых порах разочарование и несут большие материальные потери, не получая ожидаемого результата. Так, при напылении полимочевины в качестве напольного покрытия необходимо отдавать себе отчет в том, что, как и любое другое тонкослойное покрытие, оно лишь подчеркнет, а не скроет все дефекты и неровности плохо подготовленного, не выровненного бетонного основания. Соблазн нанести полимочевину, как и любой другой самотвердеющий полимер, на пористую подложку (бетон, цементно-песчаная стяжка или даже фанера) без ее предварительного грунтования неизбежно приведет к многочисленным дефектам в виде кратеров, «перекрыть» которые не удастся ни за один, ни за два последующих прохода. Возможность напыления полимочевины на неочищенную, не обработанную праймером и мокрую сталь – также не более чем миф. Действительно, полимочевина прощает некоторые мелкие огрехи подготовки поверхности, но в приведенном примере полного игнорирования общепринятых правил рассчитывать на высокую адгезию полимера к основанию не приходится.

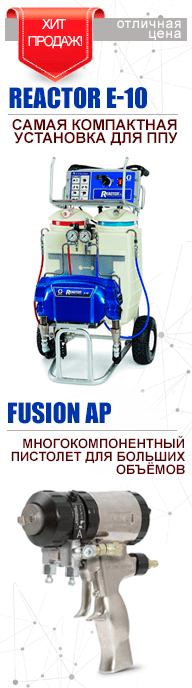
Обязательным условием для получения полимочевинного покрытия надлежащего качества является хорошее смешивание компонентов «А» и «Б». Поскольку скорость их реакции высока, смешивание должно происходить за очень короткое время. Этому требованию отвечают специальные двухкомпонентные распылительные установки, обеспечивающие точное дозирование компонентов «А» и «Б» в заданном соотношении (обычно 1:1 по объему), под давлением 150-250 атм и при температуре 60-80°С, и тонкое распыление смеси с помощью самоочищающегося распылительного пистолета, снабженного смесительной камерой высокого давления. Подогрев компонентов, желательно раздельный, нужен не для чего иного, как для снижения вязкости каждого из них до уровня ниже 100 мПа*с, одного из важных условий качественного смешивания. Чем выше температура и давление компонентов, тем тоньше их смешивание и выше физико-механические свойства полимерной пленки. Установки компактны и вместе с компрессором и минимальным запасом компонентов могут размещаться на базе небольшого грузовика типа «Газели». Большая длина обогреваемых шлангов (до 90 м) позволяет быстро разворачивать такой мобильный комплекс на объекте и заниматься укладкой покрытия без перемещения оборудования и бочек с компонентами. Обычные двухкомпонентные дозаторы низкого и среднего давления со статическими или механическими смесителями и промывкой смесительной камеры растворителями, широко применяемые для переработки менее реактивных систем, таких как эпоксидные, полиуретановые и полиэфирные смолы, для полимочевины непригодны.
Очень важен правильный выбор оборудования. Оно должно в полной мере соответствовать конкретному распыляемому полимерному материалу, поскольку для каждого из них необходима своя температура, давление, размер шлангов, вид распылительного пистолета, типоразмер смесительной камеры и сопла и т.д. Установка должна быть снабжена автоматическим контролирующим устройством, подающим сигналы или прекращающим работу насосов при появлении сбоя в дозировке одного из компонентов, означающего нарушение соотношения смешивания вследствие неисправности оборудования или засоренности фильтров.
В противном случае нарушение пропорции дозировки компонентов неизбежно приведет к тем или иным дефектам материала покрытия, которое придется удалять ценой больших потерь времени и сил.
Не менее важно надлежащее техническое обслуживание оборудования, которое может обеспечить только профессиональный, хорошо обученный и опытный персонал, знающий как техническую сторону оборудования, так и особенности химической технологии применяемых материалов.
С.Л. Покровский, ООО «НПК «Реагент»
Источник материалов: http://www.npkreagent.ru









 XTR 7, XTR 5
XTR 7, XTR 5 Silver
Silver Texture gun Mark V
Texture gun Mark V G40
G40 G40 Rivers Tip
G40 Rivers Tip Texture gun Mark X
Texture gun Mark X Модель FTx II
Модель FTx II