Сравнения0
Нет товаров в сравнениях
Избранное0
Нет товаров в избранном
Корзина0
Нет товаров в корзине
пон-пятн с 8:00 до 17:00


Продаем и принимаем на реализацию
установки бывшие в эксплуатации

Пескоструйные сопла являются немаловажным звеном любого абразивоструйного оборудования. Они предназначены для формирования потока смеси абразивных частиц с воздухом, подаваемых под давлением из пескоструйной установки на поверхность обрабатываемой детали. Струя абразивных частиц создает пятно контакта различного диаметра и конфигурации в зависимости от множества параметров.
В этой статье мы попробуем разобраться в вопросах:
- как различные типы конструкции пескоструйных сопел влияют на производительность очистки?
- как выбрать наиболее долговечное пескоструйное сопло?
В данной статье мы не будем касаться типов используемого абразива и параметров шероховатости получаемой после абразивоструйной обработки.
Мы подробно разберем конструктивные отличия сопел такие как:
Тип канала прежде всего влияет на форму отпечатка абразивного потока и на скорость разгона абразивных частиц
В подтверждение данных цифр мы провели полевые испытания сопел. Видео полевых испытаний.
Мы можем сделать вывод, что производительность сопел GN UBC XL до 40% выше, чем у сопел со стандартным каналом, а расход энергии компрессора (электричества или солярки) и абразива до 40% ниже. При небольшой разнице в цене сопла GN UBC XL позволяют существенно снизить накладные расходы при пескоструйной или дробеструйной обработке.

Как правильно подобрать сопло зная характеристики компрессора и параметры предстоящих пескоструйных работ
Правильный подбор диаметра сопла под существующий компрессор является определяющим фактором для достижения максимальной производительности очистки.
Прежде всего необходимо определиться с фактическим давлением компрессора (bar) и производительностью (м3/мин) которое обеспечивает компрессор. Часто в связи с износом винтовой пары компрессор не выдает заявленных в технических характеристиках показателей.
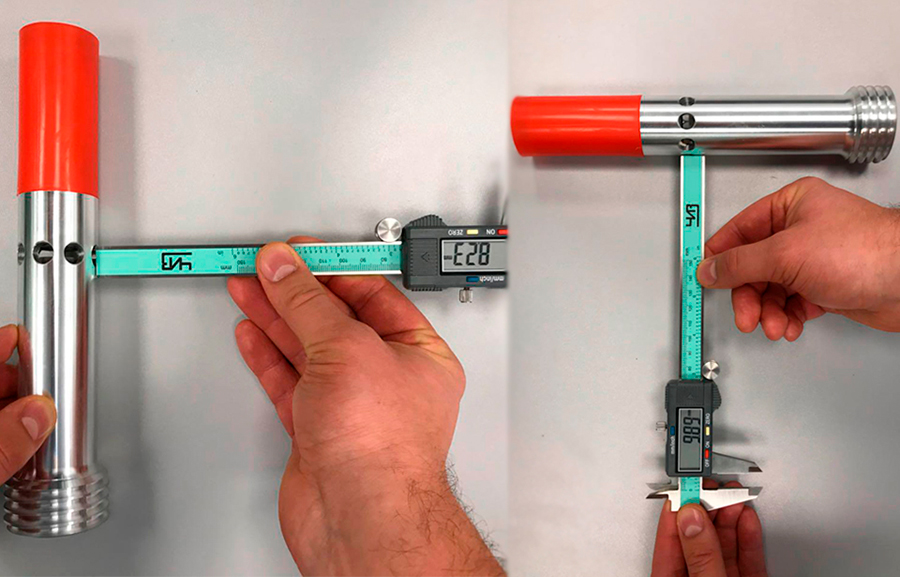
Как правило, компрессор должен быть в состоянии обеспечить на 30-50% больше объема воздуха чем требует новое сопло. Запас производительности необходим для отсутствия потери эффективности очистки при частичном износе сопла. Необходимо избегать чрезмерного износа сопел, несмотря на большую толщину стенок рабочих вставок необходимо заменять сопло при увеличении диаметра на 25-30%. Например, для сопла 8 мм увеличение диаметра шейки до 10-11 мм существенно повлияет на производительности очистки. Кроме того, горловина входа сопла должна соответствовать внутреннему диаметру шланга подачи абразива и воздуха. Неправильная комбинация размеров может привести к появлению точек износа (кавитации), падение давления и чрезмерной внутренней турбулентности.
Диаграмма зависимости потребления сжатого воздуха от диаметра сопла и давления
|
Диаметр сопла мм |
Потребление: |
Давление воздуха перед соплом |
||||||
|---|---|---|---|---|---|---|---|---|
|
3,45 bar |
4,14 bar |
4,83 bar |
5,52 bar |
6,21 bar |
6,89 bar |
8,62 bar |
||
|
3,2 |
воздуха м3/мин |
0,34 |
0,37 |
0,42 |
0,51 |
0,54 |
0,59 |
0,74 |
|
абразива кг/ч |
32 |
36 |
41 |
45 |
50 |
54 |
61 |
|
|
4,8 |
воздуха м3/мин |
0,71 |
0,85 |
0,99 |
1,13 |
1,22 |
1,27 |
1,7 |
|
абразива кг/ч |
68 |
77 |
91 |
98 |
109 |
118 |
145 |
|
|
6,35 |
воздуха м3/мин |
1,42 |
1,56 |
1,7 |
1,98 |
2,12 |
2,27 |
2,69 |
|
абразива кг/ч |
120 |
136 |
159 |
181 |
204 |
227 |
306 |
|
|
8 |
воздуха м3/мин |
2,27 |
2,55 |
2,83 |
3,26 |
3,54 |
3,96 |
5,38 |
|
абразива кг/ч |
213 |
240 |
272 |
306 |
340 |
374 |
454 |
|
|
9,5 |
воздуха м3/мин |
3,12 |
3,543 |
4,11 |
4,53 |
4,96 |
5,66 |
7,79 |
|
абразива кг/ч |
306 |
352 |
397 |
442 |
481 |
499 |
612 |
|
|
11 |
воздуха м3/мин |
4,25 |
4,81 |
5,66 |
6,09 |
6,88 |
7,22 |
8,92 |
|
абразива кг/ч |
306 |
352 |
397 |
442 |
481 |
499 |
612 |
|
|
12,7 |
воздуха м3/мин |
5,66 |
6,37 |
7,08 |
7,79 |
8,50 |
9,63 |
12,18 |
|
абразива кг/ч |
544 |
612 |
680 |
771 |
839 |
919 |
1145 |
|
|
16 |
воздуха м3/мин |
8,5 |
9,91 |
11,33 |
12,74 |
14,16 |
15,58 |
19,82 |
|
абразива кг/ч |
862 |
998 |
1089 |
1225 |
1361 |
1497 |
1814 |
|
|
19 |
воздуха м3/мин |
12,18 |
14,16 |
16,28 |
18,41 |
19,82 |
22,66 |
31,15 |
|
абразива кг/ч |
1225 |
1406 |
1588 |
1769 |
1950 |
2132 |
2586 |
|
В настоящий момент на рынке наиболее распространены пескоструйные сопла с вставками из карбида кремния, карбида вольфрама, карбида бора.
На рисунках ниже представлены фотографии вставок.

Как наглядно видно конструкция вставок пескоструйных сопел из карбида бора существенно отличается от конструкции абразивостойких вставок из карбида вольфрама и карбида кремния. Данные различия обусловлены технологией производства изделий из карбида бора. Технологически невозможно изготовить цилиндр из карбида бора длинной более 65-70 мм. Поэтому пескоструйные сопла делают составными из 2-5 деталей в зависимости от длины сопла. Стоит также обратить внимание на то, что толщина стенок втулок из карбида бора составляет 5-6 мм, а втулок из карбида кремния и карбида вольфрама 3-4 мм. Что существенно влияет на абразивостойкость.
Единственным недостатком сопел из карбида бора и карбида кремния по сравнению с карбидом вольфрама является повышенная хрупкость. Но данный недостаток нивелируется правильной конструкцией рубашки (корпуса) сопла.
Технические характеристики материалов абазивостойких вставок
|
Материал сопла |
Карбид бора B4C |
Карбид вольфрама TC |
Карбид кремния SiC |
|---|---|---|---|
|
Конструкция внутренней вставки |
составная |
1-2 детали |
1 деталь |
|
Твердость |
Микро твердость 49,1 ГПа |
92−94 HRA по Роквелу |
88-90 HRA по Роквелу |
|
Плотность г/см³ |
2,52 |
15,8 |
3,3 |
|
Срок службы max часов |
2000 |
800 |
400 |
|
Рыночная стоимость сопла 8 мм длинной руб. |
4500-5000 |
4000-4500 |
4000 |
Как наглядно видно из таблицы компаниям профессионально занимающимся пескоструйной обработкой выгодно покупать сопла из карбида бора. Однако опыт показывает, что многие производители в погоне за снижением стоимости существенно нарушают технологию горячего прессования карбида бора. На Российском рынке можно встретить пескоструйные сопла якобы сделанные из карбида бора, однако при детальном рассмотрении под видом карбида бора продаются откровенные фальсификаты. Для определения качества изделий из карбида бора, а как следствие долговечности пескоструйного сопла требуются серьезные лабораторные исследования, которые не доступны для большинства компаний потребителей сопел. Стоит так же отметить что большинство дефектов пескоструйных сопел можно обнаружить при внимательном визуальном осмотре.
На что же обращать внимание при визуальном осмотре сопла:
1) Цвет вставок из карбида бора. Первым делом необходимо осмотреть входное отверстие. Цвет вставки должен быть угольно черный, любые серо-мышиные оттенки не допускаются. Серый цвет однозначно говорит о том, что перед вами не карбид бора.
В качестве примера мы купили несколько пескоструйных сопел якобы из карбида бора в нижнем ценовом сегменте и осмотрели их
2) Соосность деталей и отсутствие ступенек особенно по ходу движения абразива. Посмотрите сопло на просвет, если Вы увидели ступеньки, элипсо-образные формы, не соосность – перед вами сопло, которое отработает не больше сотни часов. При плохой стыковке и не соосности вставок уже через несколько часов будет наблюдаться, разрушение внутренних вставок.
3) И самое главное!!!!
Оболочка сопла предназначена для жесткой фиксации внутренней износостойкой втулки, защиты от ударов, механических повреждений. Защитная оболочка подвергается достаточно сильному абразивному износу.
Основные требования, предъявляемые к защитным оболочкам:
- надежная фиксация абразивостойких втулок
- надежная и долговечная конструкция резьбы для сопряжения с соплодержателем
- максимальная абразивная стойкость
- высокая точность сопряжения с шлангом
Полиуретановая оболочка

Очень легкая, передняя часть достаточно стойка к абразиву, однако резьба крепления к соплодержателю недостаточно надежна и быстро изнашивается. В процессе производства сложно обеспечить соосность втулок из карбида бора. Жесткость оболочки низкая, а адгезия полиуретана и втулок из карбида бора не достаточная, из-за этого втулки начинают двигаться, сжатый воздух попадает между втулками, это приводит к «раздутию» втулки и преждевременному выходу из строя защитной оболочки.
Металлические оболочки - Стальные или алюминиевые

Металлические оболочки достаточно надежно фиксируют износостойкие втулки, однако абразивная стойкость у данных оболочек пониженная особенно у алюминиевых. Сопла со стальными оболочками достаточно износостойкие, но подвержены коррозии и имеют большой вес. Несмотря на максимальную жёсткость конструкции оболочки при ударах пескоструйщика соплом для прочистки существует большая вероятность повреждения внутренней абразивостойкой втулки.
Комбинированная – алюминий и полиуретановая защитная оболочка
 Самая распространённая защитная оболочка для сопел из карбида бора.
Самая распространённая защитная оболочка для сопел из карбида бора.
Достоинства:
- легкая при этом жесткая конструкция
- полиуретановая защита передней части надежно защищает от абразивного износа
- резьба с крупным шагом
Недостатки:
- выявляются только при низком качестве сопел и неправильной конструкции полиуретановой
защитной оболочки.
Если полиуретановая оболочка ненадежно зафиксированана на алюминиевой рубашке, она будет очень быстро потеряна. Абразив будет изнашивать алюминиевую рубашку в передней части и сопло очень скоро разрушится.

Часто среди производителей встречаются сопла низкого качества, в которых алюминиевая оболочка состоит из двух или трех частей: резьбовая часть и тело сопла, которые запрессовываются друг в друга. Такие сопла быстро выходят из строя, особенно в процессе работы под высоким давлением воздуха и абразива 10 bar, что может привести к травме или поломки оборудования.
Алюминиевая рубашка может состоять из нескольких частей, однако чрезвычайно важна правильная конструкция и качественное изготовление и запрессовка одной детали в другую. При этом не допускается запрессовка детали резьбовой части алюминиевой рубашки и основной трубки корпуса алюминиевой рубашки. Это наиболее нагруженная часть алюминиевой рубашки и эта деталь должна быть выточена из цельной алюминиевой заготовки. В настоящий момент на рынке существует масса пескоструйных сопел в низшем ценовом сегменте у которых резьбовую часть просто вырывает.
Низкое качество сопел можно легко определить визуально:











 XTR 7, XTR 5
XTR 7, XTR 5 Silver
Silver Texture gun Mark V
Texture gun Mark V G40
G40 G40 Rivers Tip
G40 Rivers Tip Texture gun Mark X
Texture gun Mark X Модель FTx II
Модель FTx II









")